Kromě nástrojů k opracování dřeva na (dužiny, obruče a dna potřebuje bednář některé náčiní a přístroje, jimiž se nádoba nebo dřevo k zpracování určené přidržuje a upevňuje v určité poloze. K těmto přístrojům patří:
Kozlík
Kozlík skládá se z několika dřevěných součástí, které jsou tak upraveny, by sud na kozlík položen, nehybně ležel a mohl býtí čistě vystrouhán. Hlavní část přístroje jest vidlice a b c vyznačená obr. 4., jejíž spodek zasahuje nehybně dosti hluboko do země a není-lí tato dosti hutná, upevňuje se klíny, kameny nebo sádrovou maltou. Za vidlicí v menší vzdáleností než je délka obyčejného sudu postavena je svisle opora f, o níž se opírá konec sudu. Opora s vidlicí souvisí příčkou, na níž leží položený sud. V opoře u příčky je výřez g, který slouží k zachycení sudu. Po obou stranách příčky jsou do země zaraženy boky, dva kusy dřeva e a d. Jeden je blíže vidlice a slouží jí k opoře, druhý něco v zadu je pro oporu sudu.
Kozlík slouží k tomu, by sudy obyčejné velikosti se uvnitř všech nerovností sprostily, což se děje struhačem či skoblicí, a pak aby se na konci dužin vyřezaly útory útorníkem či vtěrákem pro osazení již upraveného dna. Pak se též dužiny na konci sudu pro dno náležitě opřou
pro vyznačenou úpravu. Pro veliké sudy neužívá se kozlíku nýbrž se tyto pro zmíněné práce položí pouze na zemi.
")
Střihovač, střihovačka, macek nebo také spárovník
Je to veliký hoblík 1 až 4 m dlouhý (obr. 5 a 137). Slouží bednáři k úpravě postraních částí dužin tvořících spáry nádoby. Tento důležitý nástroj zhotovuje se z dobrého, pevného a suchého dřeva, nejlépe z javorového. Želízko hoblovací jest uprostřed hoblíku na horní ploše jeho ostřím umístěno. K této hoblovací dráze je nakloněno v úhlu 45°, což dle zkušenosti jest sklon pro práci nejvýhodnější. Hoblík staví se při práci buď vodorovně na tři nohy, nebo se též šikmo kloní, dle potřeby. Avšak na jeho poloze nemnoho záleží. Vyznačená poloha želízka získá se, když se na boční ploše hoblíka vyznačí čtverec a, b, c, d, a v něm provede úhlopříčka, která určuje směr želízka b, c. Směrem tím se vydlabe otvor. Želízko upevní se ve své poloze klínem k. Výřez pro želízko vydlabe se na jedné straně ve směru o, n, m a nikoli směrem o, d, m, poněvadž první rozměr je příznivější pro odpadávání hoblin. Bod n jest od bodu d vzdálen 2 až 3 cm. Tvar výřezu na dolní ploše hoblíku jest výřez pro želízko a jej upevňující klín, A je výřez pro odpadávání hoblin. Z popisu hoblíku je zjevno, že tento nástroj se nepohybuje, nýbrž dužinou se jezdí po hoblíku střihovačce. Upravení hoblovací horní plochy není tak jednoduché a třeba bednáři býti náležitě zručným, aby snadno pracoval, k čemuž třeba zkušenosti.
Tak mnozí upravují tuto horní plochu, že polovice b, c jest od konce až doprostřed k želízku něco málo vypuklá, druhá pak polovice c, i jest opět málo vydutá či vyhloubená. Obě jen v rozměrech nepatrných. A to proto, by se získalo vydutých postranic dužin, by se spáry lépe kryly, čehož je třeba hlavně takových nádob u kterých jsou obruče daleko od sebe, jako na příklad u puten a j. Někteří bednáři zařizují si tuto plochu zcela rovně, takže spárové plochy dužin jsou též rovné. Opět jiní chtějí míti tuto hoblovací plochu tak prohlubenou, by její oba konce byly o něco výše než střed se želízkem, aneb opáčně t. j. aby dráha byla mírně vypouklá, takže je želízko ve středu dráhy nejvýše položeno. Avšak toto zvýšení nebo snížení želízka musí býti velmi nepatrné. Tak získají se spáry dvojího druhu. Želízko má právě obrácenou polohu svým ostřím proti hoblovacímu předmětu než tomu u hoblíku obyčejného t. j. šikmé seříznutí želízka v ostří jest obráceno v tom směru, od kterého jde náraz, jakž v obrazu lze viděti. Dělník stojí totiž na zvýšené straně střihovačky a jede dužinou shora dolu, narážeje tak na ostří želízka. Za hoblování stále přirovnává k modelu či vzoru dužiny pro dotyčnou nádobu, by docílil správné velikosti t. j. šířky dužiny. Obrácená poloha ostří u tohoto hoblíku užívá se proto, by želízko nevnikalo mnoho do dřeva. Užívá-li se malé střihovačky pro zpracování malých nádob z měkkého dřeva, dává se želízku obyčejná poloha u hoblíku.
Pořeznice
Tento přístroj též kozlík, dědek anebo struhací stolice nazývaný, slouží k zpracováni dřeva na hotové dužiny a j.

Pro veliké dužiny je stolice jinak zařízena. Skládá se z dubového prkna, v němž jest otvor čtyřhranný 2 až 3 dcm. široký a ¼ až ½ dcm. vysoký. Toto prkno svisle postavené je shora i zdola nehybně upevněno a otvor je tak vysoko, že dělník před ním stojící, sehme-li se, vidí jím.
Toto prkno jest umístěno před stěnou ve vzdálenosti 20 až 40 cm. Na stěně jest upevněn hranolek dřeva, jehož dolní hrana je skoro ve stejné výši s horní hranou otvoru a slouží za oporu.
Místo něho bývá též ve vyznačené poloze otvor ve stěně. Dělník prostrčí dužinu, kterou má spracovati, otvorem a podepře jí pod brankou a nebo v otvoru stěny pod horní kámen. Silné napětí dužiny docílí se podstrčením klacku (obušku) mezi podlahu a zadní konec dužiny, kterou lze nyní podobně jako na pořeznicí zpracovati. Ostrouhá se nejprve jeden konec vně, potom druhý konec vně i uvnitř a konečně první konec ještě uvnitř. Má-li se dužina otočit, třeba pouze obušek odsunouti a po otočení dužiny opět vzpříčiti. Upevněni obuškem lépe se provede, otáči-li se obušek na podlaze v kloubu neboli stěžejce. Na horním konci má zubovité výřezy. Dělníku se při tomto zařízení lépe pracuje nežli na kozlíku, protože mu netřeba užívati nohy k přidržováni hlavice této stolice.
V jižních krajích mají jiné zařízení. Skládá se z trámu podepřeného horním koncem o strop dílny. Trámem je prostrčen hák v přiměřené výši, by se dužina pohodlně zpracovala. Konec háku je tak ohnut, by se jim zachytil horní konec dužiny. Na zadní části háku jsou šroubové závity s maticí. Dle tlouštky dužiny lze hák posunouti. Pod hákem je na trámu připevněn nos. Dužina se vsune horním koncem pod hák a dolní konec se zastrčí tělem dělníka za nos, čímž se vnitř může vystrouhati.
Střihač
Dužiny pro větší sudy nelze zpracovati na obyčejné přirážečce, poněvadž jsou příliš těžké a veliké. Tu hoblují se podobně jako jiná dlouhá dřeva, že se postaví na tlouštku, svěrákem upevní a zvláštním hoblíkem upraví. Práce tato provede se takto:
Hoblice postaví se přední stranou ke stěně. Na zadní straně je výřez, v němž spočívá konec dužiny. Druhý konec o něco výše položený upevní se šroubem ve stolici (stojačce) znázorněné obr. 7. Také se jí říká skřipec. Tlustá deska D je na třech nohou M, P, N. Třetí noha jest opatřena širokým a dlouhým chodidlem, aby celý přístroj stál nehybně. Na desce jsou postaveny svisle dvě silné podpěry A, B, pod deskou klíny R R upevněné. Jedna z podpěr má otvor jako matice sloužící pro šroub C, který se u hlavice otáči ramenem E. Stojačka postaví se před hoblici tak daleko, že druhý konec dužiny lze v ní šroubem upevniti. Dělník postaví se obličejem jsa obrácen k hoblici tak, že má hlavici šroubu u pravé ruky. Dužina jest otočena postraní tlouštkou vzhůru a při tom sklání se k hoblici, neboť je výřez této značně níže než místo f, u kterého je konec dužiny šroubem upevněn. Pro spracováni těchto velikých dužin uživá se zvláštní hoblik vyznačený obr. 8., opatřený dvěma příčnými držadly pro čtyři ruce. Držadla jsou zapuštěna do drážek a dřevěnými kolíčky upevněna. Dělník, který hoblík řídí uchopí ho oběma rukama na jedné straně za obě držadla, přední a zadní. Jeho pomocník táhne pak na druhé straně podobným způsobem.

Tryblík a kyjanka
Tryblík je klín sloužící k pobíjení obručí. Na klín tluče se kyjankou či pobíječkou. Je to dřevěná palice spjatá železnými kroužky. Ke štípáni větších kusů dřeva, by se z nich zhotovily dužiny slouží štípač, železný klín tvaru nože. Čepel je 40 až 50 cm dlouhá, 8 až 10 cm široká a hřbet je 1 až ½ cm tlustý. Čepel je na jednom konci opatřena násadou jak vyznačuje obr. 9. Též bývá u tohoto klínu násadka postavena svisle t. j. kolmo na čepel k přímému a pevnému držení klínu. Aby za tlučení na klín nebylo nebezpečí, že čepel se roztříští, nesmí býti hřbet její z ocele, nýbrž pouze ze železa kujného, pouze ostří jest ocelové, ale nikoliv příliš tvrdé. Na klín se tluče kyjankou, nesmí se nikdy užíti kladiva, nebo jiného železného předmětu.
Sekery
Klín, palice, sekera štípačka (obr. 125) •
Klín, jimž se špalky štípají na polena a čtvrtky a ty zase na dužiny, bývá z kalené oceli nebo také z tvrdého dřeva. Velikost a úhel klínu závisí na materiálu, z něhož je klín zhotoven. Veliké klíny se zarážejí buď obyčejnou palicí 30 až 60 cm dlouhou a spjatou obručemi, nebo ruční paličkou, což se řídí tloušťkou a pevností štípaného dřeva.

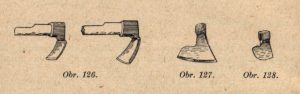
Bradatka (obr. 10) je sekera se širokou čepelí, která slouží k osekávání dřevěných kusů určených pro dužiny tak, aby měly zhruba tvar dužiny pro určitou nádobu vyhlédnuté. Tato sekera má v různých krajích rozmanitý tvar. U nás mívá tvar znázorněný na obr. 10, kterým je vyznačen pohled s čepelí ke dřevě přivrácenou či přikloněnou t. j. čepel není rovná, nýbrž k jedné straně zahnutá. Je tudíž pouze jednostranně broušená, jak vyznačuje na ostří tečkovaná čára s ostřím rovnoběžná. Tím působí skoro kolmo na plochu dřeva. Topůrko sekery jest ohnuté, takže lze též široké plochy osekávati, což jest usnadněno obloukovým ostřím čepele a špičatým zakončením na přední straně. Má-li se dřevo osekávati, postaví se na špalek šikmo a drží se levou rukou. Osekávaji-li se veliké kusy dřeva, pak drží, pomocník dřevo a dělník osekává sekerou, kterou pak drží oběma rukama.

Jiného druhu sekera je Teslice (obr.126). Užívá se k vyrovnávání nerovností dřeva, dělání štěpin, dlabáni děr a j. Různí se tím od obyčejné sekery, že její ostří není rovnoběžné s topůrkem, nýbrž čepel je tak zahnutá, že ostří stojí kolmo na směr násady. Toto ostří je buď rovné jako u dláta, jemuž se podobá, nebo je též obloukovitě zahnuté. Některé mají na druhé straně čepele za topůrkem násadec tvaru kladiva, buď aby se dodalo úderu více váhy nebo lze tohoto nástroje pak užíti zároveň ku klepání.
Bednářská křídlovka (obr. 128)
Tato sekera má břit obloukový, 22 až 30 cm dlouhý, jednostranně ostřený a je nasazena na krátké, poněkud zakřivené a doprava zahnuté násadě. Užívá se jí k přípravnému opracování dužin a k vysekávání, vytahování, přisekávání a k okosení den.
Bednářská sekerka křídlovka uherská (obr. 127)
K týmž účelům se také používá bednářské sekerky, jejíž tvar bývá podle účelu též různě pozměňován. Je značně menší než předešlá a má břit v podobě čtvrtkružnice. Používá se jí většinou k jemnějšímu vysekávání.
Nože bednářské
Různé druhy nožů liší se nejen velikostí, ale hlavně tvarem a účelem v jejich užití. Jsou to pořízy, struhače, osníky neb osnáky, řezáky a j.
K nejdůležitějším nástrojů nožovým patří pořízy. Pořízy mají dlouhou čepel, která je na přední straně dřevu přivrácená zcela rovná, avšak na druhé straně k dělníku obrácené je obroučkovitá. Oblouček ten netvoří s rovnou stranou ostří ani příliš ostrý, ani příliš tupý úhel, aby v onom případě příliš do dřeva nevnikal, a v tomto opět nesnadno se neovládal. Oba konce čepele jsou zatknuté vzhůru a dřevěnými držadly opatřené.
Za řezáni uchopí se poříz oběma rukama. Ostří čepele není v jedné rovině s držadly, nýbrž je stlačeno blíže k dělníkovi, tedy konce
pořízu jsou nejprve stlačeny dolu než se zahýbají. Zařízení to slouží k tomu, by mohl dělník pracovali nožem snadno v oblouku, aniž by mu bylo třeba ruce v kloubech příliš ohýbati. Ohnuté špice pořízu procházejí zcela držadly a jsou dole dobře zanýtovány, takže je poříz s držadly zcela nehybně a pevně spojen.
Kromě pořízů s rovným ostřím jsou též nože s ostřím vypouklým. Oněch užívá se k urovnáni vnějších, vypuklých částí dužin sudů. Těmito se pak vypracuji vnitřní strany dužin po délce, by se účelně vyhloubily. Pořízů s křivým ostřím třeba několik druhů, jsou totiž rozličně zakřiveny, více nebo méně, aby se získaly různé vydutiny pro větší nebo menší sudy. V novější době zavádějí se též křivé pořízy, jejichž obruba (facceta) je na dolní straně čepele.
Podle úpravy a tvaru rozeznáváme pořízy:
1. poříz rovný
2. poříz prohnutý (křívák)
3. poříz jednospřežný křivák
4. poříz jednospřežný křivák s dvojitým břitem

Prohnutým pořízem čili křivákem se opracovávají dužiny uvnitř, aby se dosáhlo zakulacení do požadovaného tvaru nádoby. Jednospřežný křivák, který může být pravostranný, nebo levostranný, má krátkou, mírně ohnutou čepel. Jedno jeho držadlo je obyčejné s dřevěnou ručičkou, a druhé je kovové, a to v prodloužení čepele. Tohoto nástoje se používá k přesnému opracování vnitřku menších nádob, kde pro zahnuté držadlo není dost místa, zejména v blízkosti dužinových hlav. Jednostpřežný křivák může mít také dvojí břit, takže se ho pak může použít jako pravostranného i levostranného.
Pořízy lze dělníku dle libosti větší nebo menší štěpinky odřezávati dle toho jakou silou pracuje, což nelze hoblíkem docílili. U toho je tlouštka hobliny závislá na želízku, jak mnoho vyčnívá nad dráhu hoblíka. Přiloží-li se níž skoro ploše ke dřevu, je řez jemný, a čím více stojí ke dřevu příkřeji, tím více do něho vniká a hrubší štěpiny odděluje. Pořízem ovládá se velmi snadno a lehounce. Pozoruje-li dělník, že by zářez byl příliš hluboký, stačí mírný pohyb ručního kloubu v onu stranu, by se řez zmírnil. Obloukovitým pobybem k sobě lze dělníku vyjmouti nůž z chybného řezu a tím zameziti vyříznutí příliš tlusté štěpiny. Pořízem lze vysoustruhovati hrany vyvýšené nebo vyhloubené, oblé tyče a různé křivé plochy dle toho v jakých křivých tazích řídí poříz, takže lze tento nůž užíti velmi rozmanitě, třeba byl zcela jednoduše zařízen. Hoblíkem nelze podobně pracovati, protože jeho vedení závisí na tvaru jeho dráhy. Chce-li se však docíliti hladká plocha ve větších a delších rozměrech, a tak získati jemné práce, nelze toho docíliti snadno tímto nožem.
Skoblice (skoble) a škrabky (obr. 130)
Pořízy silně ohnuté do oblouku jsou velmi krátké a nazývají se skoble nebo skoblice. Tak zvané kruhové skoble svírají úplný kruh a jsou nasazeny na jediné držadlo. Skoblem se opracovávají na čisto dužiny uvnitř nádob.
K dalšímu hlazení dužin u nádob již postavených slouží trojrohé škrabky.
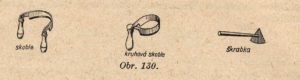
Bednářský nůž (obr. 131) se podobá obyčejnému noži. Jeho čepel je asi 12 cm dlouhá, břit je oboustranný. Jeho hřbet je přiměřeně vyztužen. Používá se ho k různým menším pracím, jako zarovnávání špačků v hlavě, ořezávání rákosu a pod. K osekávání menších kusů dřeva se používá bednářského sekáče. Ten má jednostranný břit asi 20 cm dlouhý, skoro rovný nebo mírně vykroužený.

Bednářské hoblíky
U řezacích nástrojů dosud probraných je vedení nože dosti nejisté, zvláště pokud jde o hloubku řezu, a proto též řezné plochy nebývají rovnoběžné s povrchem obráběného kusu, nýbrž mívají tvar vlnitý. Velmi často se také dřevo odštípne. U hoblíků má však želízko náležitě šikmou a pevnou polohu v hoblíkovém tělese. Břit želízka přečnívá spodní plochu tělesa, které říkáme plaz; plazem je hoblík veden po povrchu hoblovaného dřeva. Poněvadž vedení hoblíku je přeneseno na rovný zaoblený plaz, může se jím opracovat hoblovaná plocha zcela pravidelně, ovšem při správné úpravě želízka. Hoblíkové těleso je dřevěný, obyčejný habrový hranol s hladkým spodkem, na jehož vrchní straně je držadlo. Uprostřed hranolu je klínový otvor, který se u plazu zužuje ve štěrbinu. Do tohoto otvoru se vkládá želízko, které se upevňuje klínkem. Želízko je zasazeno v tělese napříč; bývá celé nebo alespoň při svém břitu ocelové a musí být o něco užší, než je těleso hoblíku. Klínový otvor má být u plazu jen tak široký, aby jím hoblovačky mohly projít do klínového otvoru. Hoblovačky jsou tím tlustší, čím více želízko vybíhá z plazu. Pracovník drží hoblík tak, že přední konec tlačí k obráběnému dřevu. Tak se tlak přenáší až na přední hranu klínového otvoru a ten na hobliny, které se mají odříznout. Hoblina se touto hranou ohne a nalomí. Čím blíže je hrana k želízku, tím bezpečněji se hoblina zahne; želízko pak tak snadno nezadrhne, t. j. nevyštípne ze dřeva nepravidelné třísky, takže ohoblované dřevo je hladké. Dokonale se hobliny zahýbají a tedy i práce je ěistší, použije-li se želízka s klopkou (dvojité). V tomto případě je k želízku připojeno druhé želízko, tak zvaná klopka, tím způsobem, že břit přečnívá jen o něco málo dolní oblou hranu klopky. Vzdálenost břitu od dolní hrany klopky je řiditelná šroubem, jehož dvě matice jsou ke klopce přinýtovány nebo přivařeny. Želízko má výřez, který má přesně touž délku jako šroub.
Klopka se k želízku přiloží tak, aby šroub zapadl do výřezu a klopka i želízko se upevní klínkem v hoblíkovém tělese jako želízko obyčejné. Nestejnoměrným a poměrně velkým tlakem na hoblík se plaz opotřebuje a stává se nerovným. Musí se proto čas od času opravovat. Spodek hoblíku se přihobluje dlouhým a správným hoblíkem, ale tím se plaz dostává vždy do vyšší polohy. Poněvadž klínový otvor je v horní části širší, vzrůstá přihoblo-váním vzdálenost hrany klínového otvoru od želízka. Tuto vadu odstraníme tak, že do zvětšeného otvoru zasadíme náhradní špalíček z tvrdého dřeva, na němž se vždy příslušná hrana klínového otvoru upraví. Plaz se nemusí opravovat vůbec, opatří-li se hladkou kovovou deskou.
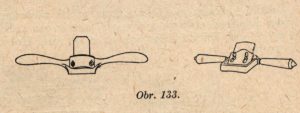
Srovnávač americký (amerikán) obr. 133
Tímto nástrojem se dokonale hladí zvláště dužiny na povrchu nádoby před definitivním narážením obručí. Pracovník jej vede směrem od sebe a netlačí naň. Želízko je upevněno v ocelovém tělese dvěma šrouby. Od tohoto tělesa vedou do stran dvě držadla, za která se hoblík drží.
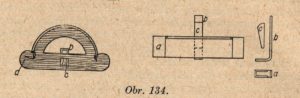
Kocour (obr. 134)
Při výrobě necek se drážky pro čela vyhoblovávají zvláštním hoblíkem, tak zvaným kocourem. Hoblík má tvar polovičního prstence a má dvě držadla. Želízké je skoro pravoúhle zahnuto, aby jeho břit měl správnou polohu, je zasazeno ve svislém otvoru rovné části tělesa a je upevněho rovněž klínem.
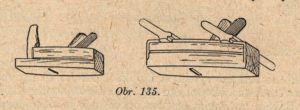
Uběrák a ubírací beránek (obr. 135)
Želízko uběráku je u břitu zcela mírně zaokrouhlené, a proto je i plaz poněkud oblý ve směru příčném k ose hoblíku. Délka plazu je asi 24 cm, šířka želízka pak 42 až 48 mm. Hoblují se jím plochy na hrubo. Pro obtížnější práce tohoto druhu se používá hoblíku většího a pracuji s ním dva pracovníci. Jeden drží hoblík vzadu za dvě držadla a vede a posouvá jej kupředu, kdežto pomocný pracovník drží hoblík u předních držadel, tiskne jej ke dřevu a zároveň jej táhne k sobě.
Hladík
má úplně rovný plaz, jinak se tvarem i velikostí shoduje s uběrákem. Totéž platí o hladicím beránku. Želízka beránků jsou 42 až 54 cm široka.
Klopkář a beránek s klopkou
liší se od jmenovaných hoblíků jen dvojitými želízky. Jinak vypadá stejně.
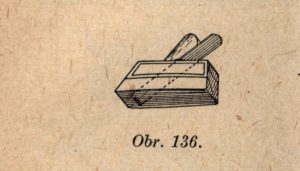
Rovný špačkář (obr. 136)
Desky dna vsazeného již v nádobě se ve směru podélném ještě načisto přehoblují rovným špačkářem. Jeho želízko je zasazeno pokud možno nejblíže k přednímu konci hoblíkového tělesa, aby dosáhlo až k útorům.
Střihovač na spárování ležáckých dužin
Styčné plochy dlouhých ležáckých dužin se spárují na čisto střihovačem, který je 50 až 60 cm dlouhý a má jednoduché nebo dvojité želízko. Při práci se dužina pevně upne ve skřipci. U sudových dužin má být spárová plocha po ohnutí dokonale rovná, a proto nemůže být rovná před ohýbáním, nýbrž musí být, byť jen nepatrně, zborcená.
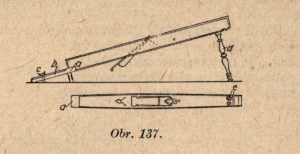
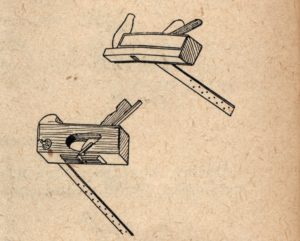
Spárovník (obr. 137)
Dužiny, které se mohou pohodlně ovládat rukou, spárují se na spárovníku. Tento nástroj stojí pevně a dřevo se po něm posouvá. Spárovník je v podstatě obraběč 1 až 3 m dlouhý; jeho plaz má šířku 15 až 30 cm a je rovný nebo v podélném směru jen nepatrně zakřivený. Spárovník obrácený plazem nahoru je skloněn pod úhlem 15 až 20° a je upevněn na podlaze, aby se neposunoval. Při spárování se dužiny hoblují na styčných plochách tak, že se dužina správně postavená sune proti želízku obráceně ostřenému.
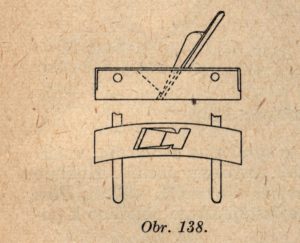
Hlavníkový beránek (obr. 138)
Dužinové hlavy sestavených již nádob se hoblují na čisto hlavníkem nebo hlavníkovým beránkem. Protože se při této práci hoblují čelní plochy dřeva, je želízko uloženo v tělese šikmo. Postranní stěny tělesa jsou navzájem rovnoběžně zakřiveny, aby se hoblíkem mohlo dobře a bezpečně pracovat na kruhovém okraji nádoby.
Poněvadž dužinové hlavy jednotlivě ani ve spojení netvoří rovinu, nýbrž jsou skloněné dovnitř, musí být plaz hoblíku po délce přiměřeně vypouklý.
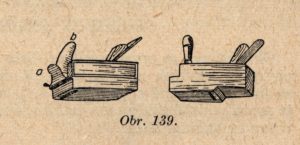
Cídící čili dutý špačkář (obr. 139)
Má-li se dodatečně hoblovat povrch nádoby při nasazených obručích, použije se t. zv. dutého špačkáře, jehož plaz umožňuje želízkem zabrat těsně u obruče anebo dotáhnout až těsně k obruči.
Okružník čili příčníkář (obr. 140)
Okružníkem se opracovává na čisto se správným zaoblením vnější povrch u tvrdých nádob, které již mají naraženy obruče. Hobluje se jím rovnoběžně s obručemi, t. j. napříč dřevěných vláken. Plaz je proto vydutě zakřiven a želízko je nejčastěji šikmo položeno k postranním stěnám tělesa.

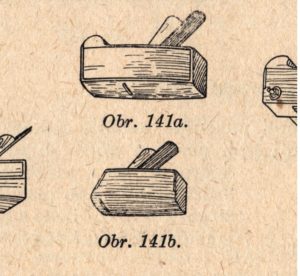
Nádobkář (obr. 141a, 141b)
U nádob již postavených, se vnitřní povrch dužin vyhoblovává nádobkářem. Je to vypouklý hoblík, kterým se upravuje vnitřní plocha nádoby. Tímto hoblíkem se uvnitř hoblují nádoby tvaru komolého kužele. Na sudy musí být nádobkář půlkulatý, aby se mohlo vyhoblovat prohnutí sudu. Zabedněné nádoby s utaženými obručemi se uvnitř ještě přehoblují až ke dnu nádobníkovým špačkářem. Popsaných hoblíků se používá k hoblování rovných nebo jednoduše zakřivených ploch.
Okrojník dnový neboli brámovník na dna (obr. 142)
Dále jsou ještě hoblíky, jimiž se při výrobě bednářských nádob opracovávají konstrukční části nebo výzdoby, složené z několika ploch. K nej- jednodušším z nich patří okrojník dnový čili brámovník na dna (obr. 142).
U malého kruhového dna se dělá lemový výkroj okrojníkem s pravítkem, které bývá obyčejně ocelové a je upevněno na vnitřní čili pravé straně hoblíku. V pravítku je určitý počet vyvrtaných otvorů. Hoblík se položí na dno tak, aby byl jeden z otvorů na pravítku nad kruhovým středem, do středu se zarazí krátký hřebík a hoblíkem se pak krouží po obvodu dna.
Mimo lemový výkroj se na dnech vyřezávají ještě ozdobné kruhové rýhy, a to bud podél obvodu, nebo též blíže ke středu. Tyto ozdoby se vyhoblovávaji hoblíky, jejichž želízka jsou různě vykrojena. Také tyto hoblíky, t. zv. „věnečníky“, upevní se pravítkem ve středu dna jako okrojník. Hoblíkové těleso je mírně zakřiveno a plaz je mírně vypouklý. Jsou-li tyto hoblíky úzké, vystupují hobliny po straně; má-li profil, a tudíž i těleso dostatečnou šířku, vystupují hobliny horem.
9. Nástroje pro dělání útorů – vtěrák a zejkovec
Zatěračka neboli vtěrák jako pilka užívaný slouží k řezání útorů (prohlubenina pro zapuštění dna) menších nádob. Pro řezání útorů (prohlubenina pro zapuštění dna nebo také zejk) velikých sudů a kádí užívá se hoblíku zejkovce.
Vtěrák či útorník neboli zatěračka (obr. 11) skládá se ze čtvercové desky A, z tvrdého dřeva o straně 10 cm dlouhé. Deska je 3 cm tlustá a je v ní vydlabán čtvercový otvor, kterým prochází na příč desky hranátá tyčinka B, která jest asi 2½ cm široká. Tlouštkou desky zespodu je vydlabán též hranatý otvor dosahující až k otvoru příčnému. Do něho lze vložiti klín, jehož tvar má dutina, že se totiž dovnitř zúžuje. Jeho přiražením upevní se příčná tyčinka v libovolné poloze. Na jednom konci tyčinky B jest otvor, kterým se prostrčí útorní želízko C a upevní se klínkem. Toto želízko zvláště při D vyobrazené má tvar pilky o dvojitých zubech, pouze s tím rozdílem, že u takové pilky jsou zuby skloněny ku předu na náraz, kdežto u onoho želízka jsou tak postaveny, že stejně zabírají, ať se útorníkem šine před a nebo vzad. Zubů je pouze tři až čtyři, by se snadněji nástrojem pracovalo.
 obr. 11, Zejkovec obr. 12")
Má-li se vyřezati útor, opře se deska o konce dužin, vzdálenost útoru určí se délkou tyčinky, takže za řezání je želízko stále stejně vzdáleno od konce nádoby. Útorník doznal různých proměn, by se mohl obecněji užívati. Hlavní změny doznala pilka, jejíž zuby mají zvláštní tvar a sklon. Na jedné straně či kraji je pilka opatřena zubem zahnutým, takže je-li předními zuby útor vyříznut, je tímto posledním zubem už na dno čistě vyhlouben.
Zejkovec (obr. 12 a 144) podobá se stolařskému výdrážníku t.j. hoblíku, kterým se vyřezávají drážky. Liší se od něho tím, že jeho spodina je tvaru kruhového, by dobře přiléhala do vnitřní dutiny sudu. Tento hoblík obr. 12. vyznačený skládá se ze zásuvné desky R, která udržuje hoblík ve stále vzdálenosti od kraje dužin. V hoblíku P jsou dvě šroubová vřetena S Š, na něž se vloží deska s otvory. Dle posunutí desky docílí se žádaná vzdálenost hoblíku od konců dužin. V určité poloze udržuje se deska, nasadí-li se na šroubová vřetena matice, která se až k desce natočí (našroubuje). Aby se strana desky na konce dužin přiléhající snadno neopotřebovala, je vyložena buď kostí, mosazem, železem anebo slonovinou.
Postavení desky lze docíliti též jinak a to třemi šrouby. Na dvě šroubová vřetena navleče se deska otvory jak v obraze vyznačeno. Vřetena prostrčí se otvory hoblíku a zašroubuji se v otvorech desky, které jsou šroubovými maticemi. Za držadla vřeten lze pak hoblíkem pohybovati. Aby se deska v jisté poloze pevně zadržela, prochází mezi oběma šrouby z opačné strany zastrčené šroubové vřeteno otvorem desky jako šroubovou maticí a zašroubuje se tak, až se opírá o hoblík. Otvor pro hobliny je po straně hoblíku. Želízko má rovné ostří zaujímající celou stranu spodiny. Před středním želízkem, výkrutkou, které se podobá želízku obyčejného hoblíku, stojí na každé straně drážky těsně u ní želízko řezací, které nejprve vyřezuje útor po celé šířce, a ten je teprve výkrutkou dodělán t. j. čistě vypracován. Tak se obdrží čistý hladký útor.
Dle velikosti sudů třeba různých hoblíků tohoto druhu, neboť čím větší sud, třeba širšího útoru a proto jiného hoblíku.

Drážkovník slouží k dělání drážky takových sudů, u kterých je drážkové dno. Tento hoblík skládá se ze dvou částí. Jedna část běží na koncích dužin a druhá obsahuje želízka. Oba díly jsou volné a lze je složiti pro mělčí nebo hlubší drážky, což se provede třemi šrouby. Přední
želízko řezací, upevněné klínem, řeže vnitřní okraj drážky, vlastní želízko též klínem zaražené stojí šikmo na šířku spodiny hoblíka, něco dopředu, by netrbalo, a pak aby jen pozvolna řezalo, a tak vzniklý odpor snadno přemáhalo. První část hoblíku po duhách běžící, je tak zakřivena jako dráha hoblíku a jejím položením jest ustanovena hloubka výřezu. V hoblíku, kde je želízko upevněno, jest udělán celou jeho šířkou volný dlab pro hobliny, které odtud vypadávají. Není právě nutno celý hoblík míti složený ze dvou částí, které lze dle potřeby složiti. Může býti jednodušeji zhotoven z jediného kusu, pak odpadají všechny tři šrouby. Skládací drážkovník je pouze pohodlnější.
Pily
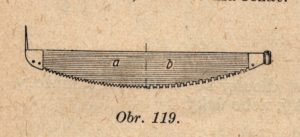
Pilu potřebuje bednář k zarovnávání dužin, dříve nežli použije hoblíku. V průmyslu bednářském se používá nejvíce těchto druhů pil: Rámové pily široké, rámové pily úzké (rejdovačky), pily dvířkové, zlodějky a břichatky obr. 119. Ozubení této pily je buď nepřetržité trojúhelníkové, nebo přetržité, t. j. se zuby sdruženými. Pila řeže při pohybu vpřed i vzad a je volná, nenapíná se. Čára spojující špičky zubů je oblouková křivka. Touto pilou, k níž je potřebí vždy dvou pracovníků, přeřezávají se špalky a kmeny. Délka pily je 120 až 160 cm, šířka asi 20 cm, vzdálenost zubů 1 až 3 cm, pilový list má tloušťku 1 až 1,5 mm. Rukojeti (držadla) na koncích jsou bud naraženy na hroty, nebo zasazeny do uch.
Dobrá pila nesmí za řezání vyskakovati, a u dobré pily netřeba k jejímu vedení větší síly. Má řezati tak, by řez nebyl ani příliš široký ani příliš úzký, by v onom případě nebyl hrubý a v tomto nebyla pila zachycována. Pak u dobré pily je řez rovný, nesmí totiž zabočovati stranou od původního směru a to v čáře křivé. Všem vadám lze odpomoci, jsou-li zuby pily dobře vypilovány a správně křižmo postaveny. Toho se docílí, jsou-li všechny zuby stejně vysoké a dobře vypracované, by spilovány byly řádně na náraz. Má-li ostře řezati, postaví se přední strana zubů v jednom směru svislém na pásku pily. Má-li řezati pila méně ostře, opilují se zuby tak, aby přední strana jejich byla něco nakloněna dozadu proti dělníkovi. Zadní strany zubů jsou šikmo dopředu nakloněny, by se pila snadno zpět vytáhnouti mohla.
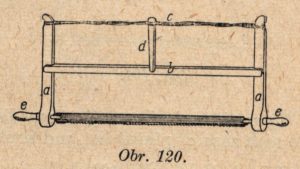
Pily mají buď široké nebo úzké pásky. Pila s úzkou páskou, jmenuje se vykruhovačka neboli zatěračka či rejdovačka obr. 120 a slouží k vyřezání křivých čar, má-li se např. vyříznouti dno okrouhlé neb oválové. Páska pily se napíná v rámu, jsou to pily napínací. U těchto pil je pilový list napjat v lehkém, avšak pevném rámu, který se skládá z ramen a, příčky b, stahovací šňůry c, kolíku d a držadel e.
Držadla mají dlouhé čepy, které jsou prostrčeny otvory vyvrtanými u dolních konců ramen, a do zářezů těchto čepů se zapnou konce pilového listu. Otáčením držadel se může pilový list libovolně odklonit od roviny rámu, takže rám nepřekáží při hlubokém řezu. Poněkud výše, asi v polovině ramen, opírají se ramena o příčku, která je na koncích vykrojena na tloušťku ramen. Horní konce ramen mají vruby, přes které je ovinuta a napjata stahovací šňůra. Kolíkem, který je jedním koncem prostrčen prostředkem šňůry a druhým koncem se opírá o příčku, šňůru skroutíme a tím zkrátíme, čímž se zvětší vzdálenost dolních konců ramen a pilový list se napne. Pilový list má nepřetržité ozubení, zuby jsou trojúhelníkové, buď pravoúhlé nebo převislé, takže pila řeže jen jednostranně, a to při pohybu od pracovníka.
Pily dvířkové (obr. 121)
K vykružování, t. j. k řezání podle čáry silně zakřivené používá se malých pil rámových, jejichž pilový list je velmi úzký. Dvířková pila je 60 až 100 cm dlouhá, podle velikosti dvířek, které se mají řezat. Ramena má hodně delší než obyčejná rámová pila, jinak má složení stejné.
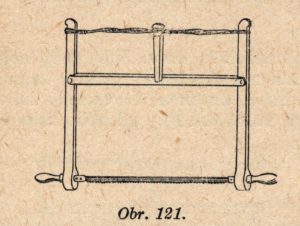
Vykruhovačky pro výřez otvorů mají vývěsnou pásku z jednoho držáku, by se mohla do otvoru vstrčiti a opět zavěsiti.
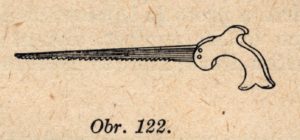
Pila rozmítačka či zlodějka podobá se velmi úzkému noži, jehož ostří má zuby. Je asi 3 dcm dlouhá, dosti tlustá, by se neohýbala aniž zlomila, ale její páska se ke hřbetu tenčí, by nabyla veliké tření a pila se nesvírala. Konec pilky je zasazen do dřevěného držadla se svorkou.
Pilka je sice hladká z obou stran, avšak má přece dvě řady zubů. Vypadá každý zub asi jako trojboký jehlanec o nestejných bočných stěnách, z nichž stěna vnější jest o jedné rovině s páskou pily a tak tvoří její pokračování. Druhá stěna přední je svislá, třetí stěna vystupuje odzadu šikmo zhůru. Všechny tři stěny končí se špičkou.
11. Nebozezy
Nebozez sloužící k navrtávání otvorů do dna sudů podobá se zcela otáčivému nebozezu (svidříku) jiných řemeslníků, k vrtání dřeva užívanému.
Obyčejné nebozezy ruční jsou tyčovité nástroje, jejichž dolní polovina má řezací plochu napolo svinutou, asi jako hlemýždí skořápka, a zakončenou zahroceným šroubem. U horního konce je nasazená příčná rukojet. Otáčí-li se nástroj kolem své osy a zároveň se tlačí do dřeva, vyvrtává otvor, jehož průměr se znenáhla zvětšuje, až dosáhne průměru nejvyšší řezací části nebozezu. Břit řezacích hran odkrajuje tenké a krátké třísky, drť. Ta má z počátku dosti místa v závitech nebozezu. Při dalším vrtání je vrchní drť zdvíhána drtí spodní, nově odkrojenou, a částečně sama vypadává ústím vývrtu, částečně se odstraňuje vytažením nástroje z otvoru, což se podle potřeby opakuje. Nebozezem se otáčí buď ručně, nebo strojně.
Při strojním pohonu, při němž je otáčení nebozezu rychlejší, používá se málokdy nebozezů obyčejných, nýbrž většinou nebozezů zvláštních tvarů.
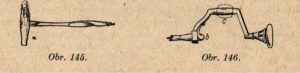
Ruční nebozez, kančík (obr. 145)
U malých ručních nebozezů je držadlo naraženo na špičatý horní konec, který je na konci roznýtován. U větších nebozezů tohoto druhu je místo špičky navařená, vhodně upravená pochva (ucho, oko), kterou se prostrčí krátká, dostatečně tlustá tyč.
Kolovrátek (obr. 146)
Ruční nebozez americký se při práci otáčí kolovrátkem. Při použití kolovrátku je možno otáčet nebozezem nepřetržitě a lze dodržet téměř přesně směr vývrtu. Hlavní část kolovráku je tyč v podobě oblouku dvakrát lomeného a na jejím dolním konci se nebozeze nasazuje do otvoru a tam se upevní perem, svorkou nebo šroubem. Na horním konci je nasazen knoflík, který se otáčí kolem své osy. Pracovník uchopí levou rukou knoflík a tiskne nástroj na dřevo, pravou rukou pak otáčí kolovrátkem.
Americký nebozez (obr. 147)
Tento nástroj má spirálovitě stočený dřík, jehož závity jsou určený výhradně k samočinnému vyhrnování drti. Na dolním konci je nožík téměr vodorovný, který odřezává drť na dně, kdežto oba nožíky po stranách nařezávají stěny vývrtu a mají podobný úkol jako krojidla u hoblíků. Do dřeva se nebozez zavrtává středovým šroubem. Aby se nebozez netřel o stěny vývrtu, je průměr závitu o něco menší než vzdálenost postraních nožíků krojidlových.

Nebozez čepový či špulíř (obr. 148)
K mělkému vrtání se používá nebozezu čepového čili špulíře. Ten má řezací zub poněkud šikmo skloněný, svislé krojidlo a špičku, která nemá tvar šroubu, jelikož se nebozez musí rovnoměrně tlačit do vývrtu. Zátkové a čepové otvory bednářských nádob se vždy vrtají kuželovité. Při ruční výrobě se tyto otvory dělají tak, že se nejdříve vyvrtá vhodným nebozezem otvor válcový s průměrem, který se rovná menšímu průměru kuželovému, a ten se potom kuželovité rozšíří obyčejným nebozezem bednářským.
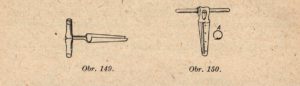
Bednářský nebozez (obr.149)
Tento nebozez je vyroben z ocelového plechu a má podobu podlouhlého komolého kužele, z jehož pláště je vyříznut podélný pruh. Jedna z podélných hran je přiostřena.
Bednářský nebozez americký neboli lžičník či pernáč (obr. 150)
Má tvar kužele dole uzavřeného s úzkou štěrbinou po celé délce. Želízko je přišroubováno uvnitř kužele. Třísky vnikají za želízkem do vnitřku nebozezu a nemohou padat do nádoby. Na dolním konci u těchto nebozezů bývá připojen docela krátký lžičník, kterým se válcový otvor na vrtává. Želízko bednářského nebozezu bývá také posunovatelné.
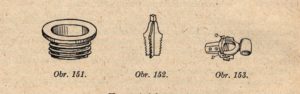
U pivních sudů se otvor zátkový i čepový zajišťuje proti roztřepení kovovou zděří zátkovou nebo čepovou (obr. 151). V tomto případě se při horním konci otvoru vykrojí polodrážka, do které pak zapadne prstenec zděře. Polodrážka se vykrojí zvlášť upraveným nebozezem, tak zvaným zděřovým výstružníkem (obr. 153), při němž krojidlo řeže drážku na vnitřní straně, zahnuté želízko pak spodem. Závity pro šroub zděře na vnitřní ploše zátkového otvoru se vyřezávají zděřovým závitníkem (obr. 152), se kterým se pracuje stejně jako s obyčejným závitníkem.
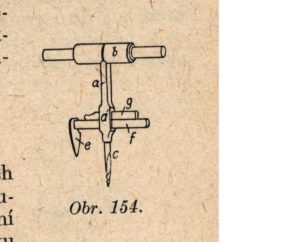
Hemerejz (obr. 154)
Nebozez pro vyvrtávání ucha t. j. otvoru v dužině nádoby, který slouží k uchopení jako na př. na putýnky, džberu a j. Tímto nástrojem se vykrajují velké otvory válcové, jejichž stěny se přiřezávají krojidlem. Takto vykrojená část desky má podobu kotouče. Jsou-li dužiny tlustší, pracuje se krojidlem do určité hloubky a dále se pokračuje s druhé (protilehlé) strany. Tlustý dřík a má na horním konci příčné držadlo b a dolní konec přechází v obyčejný, poměrně tenký nebozez vedoucí c, nebo se končí zahroceným šroubem do dřeva. Nad vedoucím nebozezem v těle hemerejzu je čtverhranný otvor pro příčné rameno f, do něhož se zasadí nůž e, a klínem g nebo šroubem se rameno upevní v potřebné poloze.
Jiné různé nástroje
Pro dělání dvířek do sudů a to k vyřezání klenuté části slouží zvláštní pilka, která se liši od obyčejné pily tenkým proužkem ozubeným a pak, že prostřední příčka je od tohoto proužku značně vzdálena a tudíž blízko napínacího motouzu. Kromě této pilky užívá se ještě nástroje hoblíku podobnému, trhače. Je zařízen takto: Užije se z tvrdého dřeva hranolek asi 25 cm dlouhý, 8 cm široký a 6 cm vysoký. Vzadu jsou 2 až 3 otvory, jimiž se prostrčí šroub, jímž se trhač upevní ve středu vyklenutí.
Otvorů je proto několik, by se docílilo různě dlouhých poloměrů má-li býti klenutí dvířek větší nebo menší. Na přední straně hranolku je zasazeno šikmo želízko, jehož ostří jest o něco v obloučku vyhnuto a zubato jako u pily. Toto želízko neupevňuje se však jako u hoblíku, nýbrž nad otvorem jest upevněn ocelový oblík, jímž prochází šroub, který zapadá do matice na horní části želízka umístěné. Zařízení je takové, že otáčí-li se šroubem v otvoru oblíku, tlačí šroub na želízko, které lze dle počtu šroubových otoček libovolně hluboko postavili do vyřezávaného dna. Želízko nabude v otvoru hranolu nehybností postranním šroubem, s nímž je spojeno raménko, které želízko ke dřevu pevně přitlačuje.
Utahovadla (bednářský šroub, tahouny, stahováky), obr. 163, 164, 165.
jsou přístroje bednářské sloužící k těsnému utažení dužin vespolek, jsou-li již v sedacím obruči postaveny. Taková utahovadla šroubová jsou různých tvarů. Při konečném ohýbání dužin se postupuje tak, že se veškeré dužiny pro sud potřebné sestaví do pomocných obručí a tato jedna hlava se řádně utáhne. Takto postavený sud se napřed značně navlhčí a na ohni dostatečně vyhřeje, aby dužiny při ohýbání nepraskaly. Stahovat se začíná, když teplo prolíná dužinami. Stahovák (bednářský šroub) se zhotovuje v různém provedení. Uvedeme několik druhů: posledního z nich se velmi často používá ještě dnes ke stahování velkých ležáckých sudů.
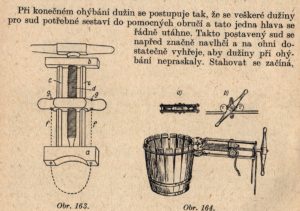
Obyčejný, v pivovarech dosud často používaný je stahovák dřevěný. Ten se skládá z dolního, přiměřeně tlustého dřeva, t. zv. sedla a, vyhloubeného přibližně souhlasně se zaoblením sudu, dále z horní příčky a ze dvou sloupků c, které s oběma částmi právě jmenovanými tvoří pevný rám ze šroubového vřetena uprostřed, které je svým dolním koncem otáčivě připevněno k sedlu, a konečně z mohutné příčky, t. zv.
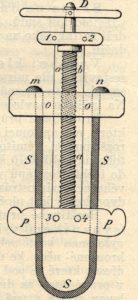
napínače g. V napínači je šroubová matice, kdežto sloupky, často kovové, volně probíhají děrami vyvrtanými po stranách napínače. V napínači i v sedle jsou při koncích vyvrtány ještě díry pro lano, na jehož koncích se udělají uzly, aby se lano nemohlo provléknout. probíhají děrami vyvrtanými po stranách napínače.
Lanem vyčnívajícím ze sedla se volné konce dužin sevřou a napínač se šroubem táhne od sedla. Tím se lano svírá stále těsněji kolem dužin a jejich konce se k sobě pomalu přibližují. Ohýbání se při tom podporuje mírným klepáním palicí na konce dužin. Když se okraje dužin sevřou, nasadí se na tuto hlavu pomocná obruč a přitáhne se. Potom se šroub povolí a sundá.U dalšího stahováku vedou lano dvě kladky, upevněné uvnitř sedla. Tím se značně zmenší nejen tření a spotřeba energie, nýbrž i opotřebení lana, které zde probíhá uvnitř, t. j. mezi rámovými sloupky, a tvoří tudíž téměř úplně přesný kruh. Proto se také tento stahovák dobře hodí pro sudy různých velikostí. Zacházení s nástrojem usnadní dvě kovové nohy, které jsou připevněny ke druhému konci stahováku.
Nejlepší a nejpoužívanější je stahovák, na jehož vřetenu je nasazena řehtačka. U tohoto stahováku je možno při tenčích, snadno ohebných dužinách otáčet šroubové vřeteno klikou. Při stahování velkých sudů, které kladou větší odpor, používá se páky, která se na řehtačku snadno nasadí; tak může obtížnou práci vykonávat jeden pracovník. Velké ležácké sudy se někdy také stahují řetězem, který svými články zapadá do ozubů strojku, kterým se také otáčí pomocí řehtačky a páky. Tento přístroj se jmenuje „satan“.
Vyvařované nebo vypařené a ohnuté sudy se musí dobře vyhřát, aby se voda vypařila a aby se natrvalo snížíla pružnost dužin, a tím odstranil tlak na obruče. Poněvadž je nebezpečí, že by se dužiny mohly od volně rozhozených hořících třísek vznítit, dávají se třísky do zvláštního vypalovacího koše. Koš je zhotoven z ocelových prutů, stojí na 3 až 4 nohách a má plechové dno, aby z něho nevypadávalo palivo.
Dnes se hojně používá vypalovacích pánví, ve kterých se topí koksem nebo uhlím. Oheň se zanítí v prostředním komínku, do talíře kolem se nalije voda a do té se sud postaví. Při mechanické výrobě musí být těchto pánví větší počet, protože sud se musí vyhřívat na mírném ohni asi 15 až 40 minut.

Kromě popsaných přístrojů sloužila dříve k utahování dužin různých nádob dle jejich velikosti ještě jiná šroubová utahovadla. Pro menší nádoby užívalo se utahovadla ramlového, při němž natáčí se provaz kolem dužin otočený na obušek a tím se skracuje či napíná.
Pro veliké nádoby užívalo se vratidla s deskou. Vodorovný hřídel má po straně ozubené kolo, do něhož zapadají zuby kolečka malého, které se otáčí klikou. Provaz je natočen na hřídeli a jím se obepnou dužiny nádoby. Otáčením kliky napíná se provaz.
Skoba na dna slouží k vytažení dna. Užívá se jí zejména při vysmolování sudů. Je malá. Zarazí se do dna ze sudu vyjmutého a dno drží se tak jako za ucho, by se po vysmolení pohodlně vložilo do útorů dužin.
Vazební kleště.
Má-li se z části dřev pro dno přiřezaných toto sestaviti a dle míry nákresem vyznačiti, přidrží se těmito kleštěmi vespolek. Je to železná tyčinka hranatá na jednom konci kolenovitě ohnutá. Na tyčinku navleče se kolenko též ohnuté, které lze po tyči pošinovati.
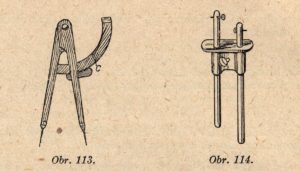
Pro štípání prutů vrbových na jednotlivé proužky uživá se klínku, který má na konci tolik hrotů naostřených, na kolik dílů má se prut rozštípnouti. Těmito páskami ovinují se obruče na místě spojovacím. Dle toho na kolik dílů štípe se prut, přiřízne se nejprve pořízem na konci a do těchto rozštěpů, vloží se klínek zhotovený z tvrdého dřeva buď bukového nebo zimostrázového. Jeho špička běží po jádru a do každé mezery dvou hrotů jest uložena část prutu. Rozštípané pruty na díly se nyní hoblíkem zvaným bočkářem (svazníkem) vyhobluji na pásky. Hoblík k tomu užívaný má dráhu vyloženou kostí nebo mosazným plechem a dlouhý nůž má ostří zdola broušené něco ke dráze skloněné. Nůž jest upevněn dvěma šrouby ke dřevu, které je pod nožem duté pro hobliny. Za práce drží dělník hoblík v pravé ruce za držadlo, a položí ho na proužek, který pak vytahuje levou rukou z pod hoblíku. Při tom je proužek položen svým hřbetem na kožené zástěře pravého stehna dělníkova. Několikerým protažením docílí se konečně páska dostatečně plochá a tenká, jak právě třeba. Důležitým bednářským nářadím je kružidlo (obr. 113), jehož se používá jednak k měření v zejku a jednak k vyrýsování den kruhů, dvojkruhovek a oválů. Kružidlo je obyčejně ocelové a bývá až 30 cm dlouhé. Velké kruhy, jako dna do ležáckých sudů a kádí, zaměřují se a rýsují velkým kružidlem, jehož délka bývá až 130 cm. Toto je obyčejně dřevěné a opatřené ocelovými hroty (bodci).
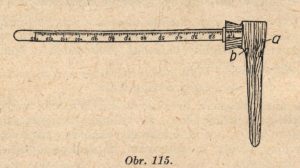
Rejsek (obr. 114), je dřevěná pomůcka skládající se jedné nebo dvou latěk, které jsou obyčejně děleny na milimetry a dají se posunovat. Konec laťky, jenž vyčnívá z deskovitého vodítka, má po straně ocelový bodec. Rejsku se používá tehdy, má-li se na př. vymezit tloušťka dna do zejku po celém jeho obvodu nebo označit stejná tloušťka všech dužin.
Průměry stromů a špalků, jakož i bednářských nádob a pod. se měří posuvnými hmatadly (obr. 115). Hlavní jejich částí je tlustá tyč dlouhá 50 až 100 cm, dělená na centimetry, na jejimž konci je připevněno rameno 35 až 60 cm dlouhé, které svírá s tyčí pravý úhel. Druhé stejně dlouhé rameno je možno posunovati po tyči a jeho značka pak ukáže na stupnici tloušťku kmene. Mimo metrické dělení má posuvné hmatadlo ještě dělení druhé, z něhož se může přímo vyčíst krychlový obsah měřeného špalku pro délku 1 m. Malými hmatadly se určuje tloušťka nebo šířka obráběného dřeva, nádob a pod.
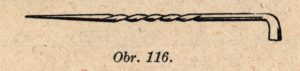
Kromě tužky, hrudky, křídy a pod. se k vyznačování různých dílů a k rýsování čar podle pravítka používá též rydla (obr. 116).
Ostření a rozvádění pilových listů ručních pil
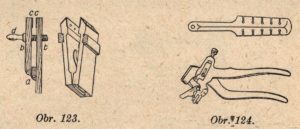
Před ostřením nebo rozváděním se pilový list upíná do skřipce (obr. 123), který se skládá ze dvou čelistí, jež jsou navzájem spojeny šroubem. Na volných, proti sobě postavených stranách jsou čelisti okovány ocelovými pláty; mezi ty se vloží pilový list a sevře se šroubem. K přidržení pilového listu se může též použít svěráku, zvláště má-li široké čelisti. K ostření samému se používá pilníků z kalené oceli, které jsou křížem rýhovány a jejichž příčný průřez se volí přiměřeně ke tvaru pilových zubů (trojúhelníkový, kosočtvercový, obdélníkový, kruhový, polokruhový a j.). Směrem k volnému konci jsou pilníky zúženy a na druhém konci mají dřevěnou násadu. Jsou dlouhé 13 až 20 cm. Při ostření se musí dodržovat správný úhel sklonu v rovině pilového listu. Poněvadž po ostření mají být jednotlivé zuby pokud možno stejně veliké a čárá spojující hroty zubů přímá, upilují se před ostřením příliš vyčnívající zuby dlouhým plochým pilníkem. Nejstejnoměrněji se pilové listy ostří na ostřicích strojích, jejichž hlavní částí je smirkový kotouč průměru 25 až 45 cm a tloušťky 4 až 15 mm jako pilník.
Průřez kotoučového okraje nebo pilníku je přizpůsoben tvaru ostřených zubů. Ostřicí stroj si stejnoměrně a v žádoucí šikmé poloze pilový list sám posouvá, přidržuje a po případě i rozvádí (šraňkuje).
Jako mají být hroty zubů přesně na příslušné čáře, musí být i rozvod zubů pokud možno stějnoměrný. Jednoduchými rozvodkami mohou zuby rozvést jen zkušení pracovníci. Proto se nejčastěji používá rozváděcích kleští (obr. 124) různých konstrukcí, které se dají nařídit na určitý úhel pro různé tloušťky pilového listu a jsou opatřeny stupnicí pro přesné upravení rozvodové šířky.
Ostatní pomocné nástroje
Kladiva
Nejdůležitějším pomocným nástrojem pro bednáře je kladivo. Jím se utahují obruče a tvarují se podle nádoby, a hlavně se jím vyhýbá (sklání) ocel do žádané křivky, aby obruč sedla celou plochou na kuželový tvar nádoby. K tomuto účelu se používá t. zv. kladiva křížového, které má díru pro násadu rovnoběžnou s oblým břitem kladiva. Dále se k nýtování obručí používá kladivo, jehož břit je kolmý na směr otvoru pro násadu. Toto kladivo se jmenuje nýtovník.
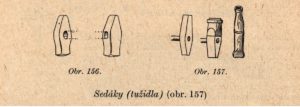
Sedák neboli tužidlo (obr. 157)
Dalším důležitým pomocným nástrojem je sedák. Sedák má tvar kladiva, jehož dolní, dobře kalená část je ukončena obdélníkem, který má polohu rovnoběžnou s násadou a poněkud vystouplé hrany. Hranami se sedák nasadí na obručový kraj a údery na jeho hlavu se obruč přitužuje. Horní část sedáku se většinou zhotovuje ze dřeva (habrového), které mírní prudký náraz kladiva. Tento dřevěný nástavek se zajišťuje kroužkem, aby se neroztřepil. Sedáky bývají také celé kovové, ale ty nejsou tak dobré, neboť při prudkém nárazu kladiva sedák odskakuje. Na menší práce se také používá malého sedáku ručního, který je bez násady a drží se přímo v ruce.
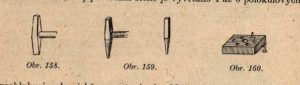
Sekáč (obr. 158)
Pásová ocel se před zhotovením obruče musí useknout nebo ustřihnout. Seká se sekáčem v podobě kladiva, jehož břit je dobře zakalený. Sekáč se postaví na příslušné místo pásové čili obručové oceli a na jeho hlavu se několikrát udeří kladivem l 1/2 až 3 kg těžkým. Stejně se přiseknou rohy obručových konců a roztřepené hrany se opilují. Tenká obručová ocel se usekává ručním sekáčem, který nemá násadu a drží se přímo v ruce.
Průbojník (obr. 159)
Na obou koncích správné zakřivené obruče se prorážejí průbojníkem díry, které se musí přesně krýt. Průbojník je rovněž podobný kladivu, je z lité oceli a liší se od sekáče hlavně tím, že místo klínového tvaru má tvar komolého kužele, vybíhajícího téměř ve špičku. Pro tenké obruče se používá průbojníku ručního; ten se drží v levé ruce a pravou se tluče kladivem na jeho horní konec.
Nýtovka (obr. 160)
Při nýtování obručí se používá jakési malé podložky, která se pokládá na kovadlinu a nazývá se nýtovka. Je to ocelová, pravoúhlá, tlustá destička, na jejíž vrchní stěně je vyvrtáno 4 až 6 polokulových prohlubenin, do nichž se postaví nýty hlavami. Potom se oba konce obruče navlečou na nýt a jeho volny konec bez hlavičky se rozklepe. Rozklepaný konec nýtu musí být vždy na vnitřní straně obruče. Nýtovky mají různé tvary, jsou buď čtvercové, nebo obdélníkové, vrtané na obou stranách pro různé velikosti hlav nýtů, nebo bývají také krychlové.
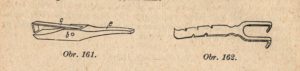
Potáhlík (obr. 161)
Protože průměr okraje nádoby je před stažením vždy o něco větší než průměr obruče, mohou se krajní obruče navléci jen pomocí potáhlíku. Jeho ostrá hrana se opře do pláště nádoby v místě protilehlém nádobovému okraji, na nějž již byla obruč částečně navlečena. Hák, který je kolem trnu otáčivý, přesahuje svým ozubem ostrou hranu potáhlíku jen o tloušťku obruče. Hákem se obruč uchopí při vnitřním kraji tím, že se nadzdvihne rukojeť. Tlačí-li se rukojetí dolů, obruč se poněkud vytáhne a zároveň se může přetáhnout přes okraj nádoby. To se opakuje kolem dokola nádoby, až je obruč naražena.
Venhák (obr. 162)
Venhákem se vybedňuje dno již zasazené, aniž se musí rozložit plášť nádoby. Tohoto nástroje se používá hlavně tehdy, má-li se zejk dodatečné vyložit rákosem. Při tom se sejmou koncové obruče, vychýlí se hlava jedne dužiny na vnější stranu a venhák se zahnutým koncem zasune mezi dužinu a dno. Tímto způsobem se pokračuje u všech dužin až se rákos vpraví kolem dokola dna.
Z knihy Bednářství, návod k veškerým pracím bednářským
Napsal V. Rošický
Vydal nakladatel I. L. Kober v Praze (není uveden datum vydání knihy)
Dle účtenky Nakladatelství Aloise Hynka v Praze, vložené v knize, byla kniha zakoupena v knihkupectví Alois Hynek, v Praze, Celetná ulice dne 21.12.1922, pro bednářství Večeřa František, Mladá Boleslav
Dále byly použity vyobrazení a texty z knihy Bednářství, Jaroslava Pavla, vydané Státním nakladatelstvím technické literatury v roce 1957






























Související obrázky: